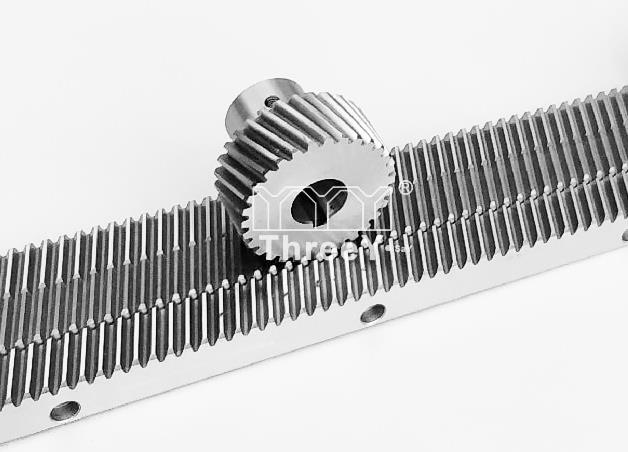
齿轮齿条传动工作原理
齿轮齿条传动是将齿轮的回转运动转变成齿条的往复式直线运动,或是齿条的往复式直线运动转变为齿轮回转运动。齿轮或齿条的传动依靠主动齿轮与纵动齿轮的齝合,来传递运动和动力.
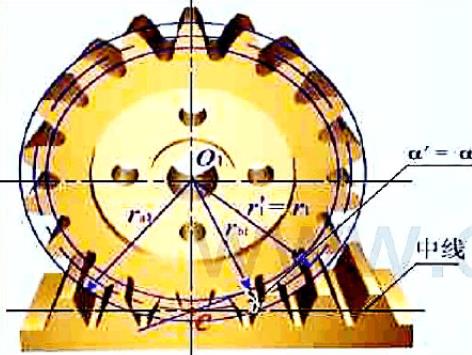
标准齿轮齿条的安装要求
当标准齿轮与齿条安装后,齿轮的分度圆与齿条的中线相切,我们称这种安装为标准齿轮与齿条的标准安装。如下图所示
一、齿轮、轴装配
A) 轴上固定的齿轮,与轴的配合多为过渡配合,有少量过盈配合;对过盈量不大可用手工工具敲击进入,过盈量大的一般采用压力机压入。压装齿轮时,避免齿轮偏心、歪斜和端面未贴紧轴肩等安装误差,两齿轮错位量不超过规定值(一般齿宽的1%)。
B) 齿轮径向圆跳动的检查,如图示将齿轮轴架在V形架上,并把圆柱规放在齿轮的齿间,将百分表触头抵在圆柱规上转动齿轮,每隔3~4齿检查一次
C)齿轮端面圆跳动的检查,如图示将齿轮轴放在两顶尖间,并使百
分表触头抵在齿轮端面上,转动齿轮一周范围内百分表读差值即端面圆跳动量。
D) 齿轮齿侧间隙检查,如图示在齿面靠近两端面的位置,平行放置两条铅丝,转动齿轮挤压铅丝,铅丝被挤压后最薄处的尺寸即为尺侧间隙。范围在~之间。
E)齿轮接触精度检查,将红丹粉涂于大齿轮齿面上,然后转动主动齿轮并轻
微制动从动齿轮,齿轮上接触印痕面积大小,应根据齿轮精度要求而定,一般传
动齿轮在轮齿的高度上接触率不低于30%,在齿廓的宽度上不低于40%。
二、直线齿条的装配
A、先用锉刀,砂纸,油石研磨清理安装基准面加工残留、毛刺、油漆等污垢,清理安装螺丝孔,回牙后用风枪清理残渣,将直线齿条试放安装平台上,试锁装配螺丝以确认螺丝孔是否吻合。确认后用无纺布清洗直线齿条安装表面。
B、将直线齿条固定于床台底部装配面,再用虎钳将齿条侧边基准面逼紧床台侧边装配面,以确定直线齿条装配位置后,使用扭力扳手,以一定的扭力按顺序预锁紧固定螺钉,预紧螺丝时要从齿条中间向两边预紧螺丝,不能彻底拧紧螺丝,同时将齿条底部基准面逼紧床台底部装配面。
C、用百分表座吸附在导轨滑块上,移动导轨滑块校验安装齿条跟导轨的平行度和垂直度误差值。用夹钳调整误差值至符合要求后锁紧安装螺钉。(平行度误差≤垂直度误差≤ )
D、装配完工后手工试转机构,检查齿轮齿条运转有无卡滞、呆滞、跳动、异响等不良。检查OK后在齿面上涂抹润滑油脂,并用防护PE膜防护,防止后续装配的铁屑、灰尘、杂物等沾附在齿轮上造成以后的运行不良
三、装配齿轮齿条的选用
1、轮齿折断,齿条齿轮的齿面棱角处应无缺口、裂纹、锈蚀、刮伤等损伤。
2、齿轮正圆度良好,运转径向无跳动(正圆度≤、装配后圆径向跳动≤)
3、齿条平直无变形、弯曲,齿轮在齿条上分布均匀,齿尖一致无高低错差(齿尖错差≤)
4、齿轮齿条的运行面上应无严重的打痕、压痕、摩擦等印痕
5、齿轮齿条在装配过程中有以上不良请及时更换