使用滚刀切削斜齿齿轮的轮齿
滚刀呈螺纹状,滚刀与斜齿齿轮边做啮合旋转,边连续切削。正齿轮及蜗轮也同样可以使用滚刀进行切削。

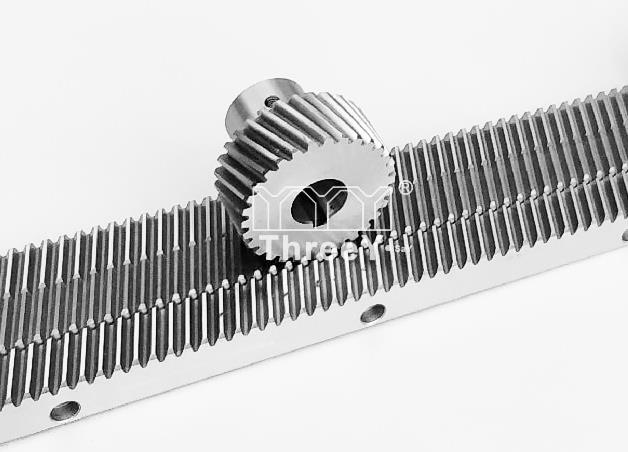
使用齿条铣刀加工齿条的轮齿
下图为正在切削中的齿条,斜齿齿条也同样可使用齿条刀具切齿,可同时切削多个轮齿。
使用小齿轮型刨齿刀切削正齿轮的轮齿
小齿轮刨齿刀的形状与正齿轮相同
小齿轮刨齿刀切齿时,与正齿轮边做啮合旋转边连续切削。
内齿轮也是用小齿轮刨齿刀切削
使用蜗杆刀具切削蜗杆的轮齿
下图为正在切齿中的蜗杆。蜗杆刀具是普通的铣刀,与其它的齿轮相比,加工时间长.
使用CONIFLEX刀具加工直齿伞形齿轮的轮齿
上下二片一组的CONIFLEX刀具边旋转边切齿。照片中的刀具是一组刀具中的下片。可以制作出重合度高、噪音低的齿轮。

使用弧齿伞形齿轮刀具切削弧齿伞形齿轮的轮齿
加工右旋弧齿伞形齿轮的轮齿时的照片,刀具为王冠型。
使用螺纹装砂轮研磨斜齿齿轮的轮齿
正齿轮也可使用同样的方法磨削。因为螺纹非常多,所以加工效率高。
使用薄型圆盘状砂轮研磨蜗杆
砂轮高速旋转,磨制出高精度的蜗杆。
齿条的磨齿加工,在一年室温保持在20℃的恒温室中进行。砂轮的形状为圆盘状。制作高精度的研磨齿条,需要高水准的技术与丰富的经验。
注塑成型
将经过加热的塑料材注入到精密的齿轮模具中成型的加工方法。大批量生产可以降低生产成本。因为模具的造价高,所以不适合小批量生产。
烧结
在金属模具中将金属粉末压缩、成型、烧结、硬化的加工方法。大批量生产时可以降低生产成本。因为模具造价高,所以小批量生产时一般不采用烧结的方式。
滚压
使用一对(2个)滚丝轮。将原材料夹在两个滚丝轮之间,边施加外力边旋转原材,使原材的表面变形形成齿形。
冲压
对板材及棒材施加冲力,使之变形后制成的产品。产品的加工周期短,但是所使用的模具造价高。